



Einsatzwerkzeuge in Industrie- und Dentalqualität: Bohrer, Fräsbohrer (alle Angaben in mm).
Für Metall, Kunststoff, Holz: HSS-Bohrer

Hinweis: Die Bezeichnung HSS für diese Werkzeuggruppe kommt vom verwendeten Bohrermaterial. Hochleistungsschnellschnittstahl (HSS = High speed steel) ist ein hochlegierter Werkzeugstahl, der durch sein Herstellungsverfahren verschleißfest und bis ca. 600 °C formbeständig ist. Beim Bearbeiten von Stahl sollte als Kühlschmierstoff Schneidöl oder Kühlschmieremulsion eingesetzt werden. Bei Aluminium verwendet man Spiritus oder Petroleum. Kunststoff und Holz kann in der Regel trocken bearbeitet werden.





HSS-MICRO-Spiralbohrer
Ausgewählte Stahlqualität. Zweckmäßige und stabile Konstruktion. Schaft und Bohrerteil aus einem Stück gefertigt. Optimale Rundlaufgenauigkeit. Gute Härte sorgt für lange Standzeit bei gleichzeitiger Elastizität. Zum Bearbeiten von Metall, NE-Metall, Kunststoff, Platinen, Weich- und Hartholz. Schaft Ø 2,35 mm. Arbeitsdrehzahlen siehe Tabelle.

NO 28 874
HSS-Spiralbohrer
in Aufbewahrungsbox
10-teilig. Ähnlich DIN 338. Ø 0,3 - 0,5 - 0,8 - 1 - 1,2 - 1,5 - 2 - 2,5 - 3 - 3,2 mm. Zum Bohren von NE-Metall, Stahl und Edelstahl. In beschrifteter Kassette mit Aufklapp- und Ständerfunktion. Zum Spannen empfehlen wir unser 3-Backen-Bohrfutter. Arbeitsdrehzahlen siehe Tabelle.
NO 28 876
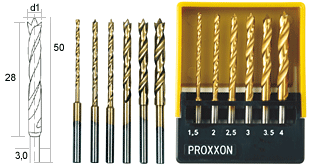
HSS-Spiralbohrersatz mit Zentrierspitze
in Aufbewahrungsbox
6-teilig. Ø 1,5 - 2 - 2,5 - 3 - 3,5 - 4 mm. Zum punktgenauen Anbohren von Holz und Kunststoff, auch von Buntmetall, Stahl- und Edelstahlblech. Titanbeschichtung mindert Reibhaftung und erhöht Standzeit. Schaft Ø 3 mm. Arbeitsdrehzahlen siehe Tabelle.
Für Glas, Keramik, Kunststoff: Diamantwerkzeuge

